МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЯ ИЗМЕРЕНИЙ БОЛЬШИХ КРУТЯЩИХ МОМЕНТОВ СИЛЫ
Главная ⭐ Новости ⭐ МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЯ ИЗМЕРЕНИЙ БОЛЬШИХ КРУТЯЩИХ МОМЕНТОВ СИЛЫ
Изложены проблемы метрологического обес печения измерения больших крутящих мо-ментов силы, воспроизводимых гидравлически-ми моментными ключами и гайковертами.Описана методика и процедура калибровки стенда PLARAD для калибровки гидравлических ключей до 10000 Н·м на установке, разработан-ной авторами статьи.Приведены результаты калибровки стенда.The problems of metrological assurance for large torque measuring, reproduced by hydraulic torque wrenches and screwdrivers, are considered.The authors developed the system, principles and procedures for calibrating the PLARAD device, used for calibration of hydraulic torque wrenches up to 1000 N·m.The results of the PLARAD device calibration are presented.
Ключевые слова: метрологическое обеспечение, крутящий момент силы, калибровка, гидравлический моментный ключ, гайковерт.
Резьбовые соединения — самый распространенный вид соединений элементов ме-ханизмов и конструкций.
Плотность соединения, как правило, регламентирует ся в технологической документации. Принятая в прежние времена «затяжка до упо-ра» ушла в прошлое.
Для нормированной затяжки соединений широко применяют-ся моментные (динамометрические) ключи и гайковерты.
Относительная погреш-ность воспроизведения заданного крутящего момента современными моментными ключами не выходит за пределы ±4 %.
Для поверки (калибровки) таких моментных ключей в ГП «Укрметртестстандарт» разработаны и широко внедрены в практику калиб ровочные установки УПМК с верхним пределом измерений до 2000 Н·м [1—3].
Также хорошо известны установки для калибровки моментных ключей зарубежных производителей Stahlwille, Gedore, NORBAR, HAZET [4—7].
Для затяжки мощных болтовых соединений, применяемых в энергетике, нефтега-зовой промышленности и тяжелом машиностроении, в начале 60-х годов 20-го столе-тия были созданы первые конструкции гидравлических моментных ключей и гайко-вертов. За прошедшие десятилетия они получили стремительное развитие и сегодня являются одними из самых инновационных и высокотехнологичных инструментов.
Их отличает возможность создания крутящего момента (более 100 000 Н·м) и вы-сокая прочность при минимальной собственной массе и очень компактных габаритах, позволяющих работать в ограниченном пространстве.
Следует обратить внимание, что гидравлические моментные ключи применя-ются, в основном, при затяжке резьбовых соедине-ний в конструкциях, предназначенных для работы на объектах повышенной опасности.
Такие достоин-ства определили широкое применение гидравличес-ких гайковертов при монтаже тяжелой спецтехники; сис тем транспортировки нефти и газа; портовых ба-шенных кранов, реакторов и другого оборудования в атомной энергетике, в химической отрасли; тепло-обменников, роторов турбин, прокатных станов, от-ветственных узлов в космической и авиацион ной от-раслях.
При этом относительная погрешность вос-произведения больших крутящих моментов декла-рируется производителями в пределах ± 3 %, а пов-торяемость — 1 %. Естественно, что такие высо-кие метрологические характеристики должны быть подтверждены результатами калибровки моментных ключей и гайковертов.
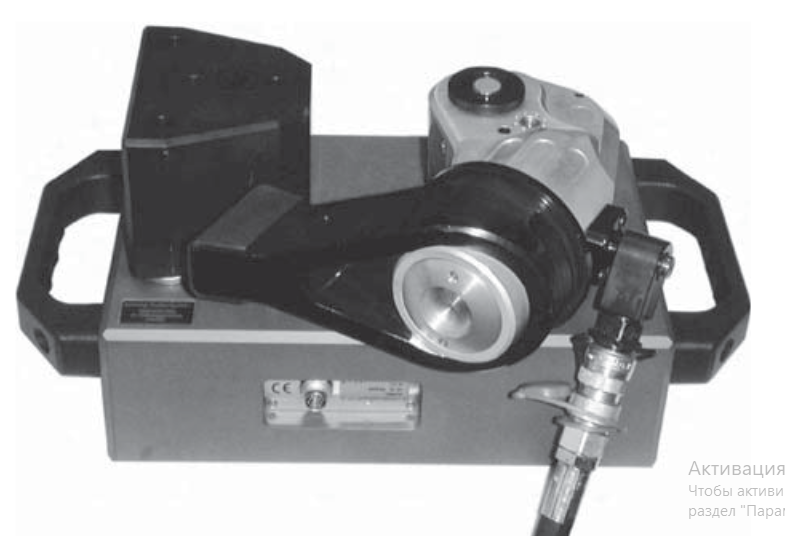
Общий вид гидравлического гайковерта представлен на рис. 1.
Рис. 1 Общий вид гидравлического гайковерта
Характерно, что вопрос о возможности калибров-ки в Украине гидравлических (а также пневматичес-ких) моментных ключей с крутящим моментом бо-лее 2000 Н·м инициирован европейским представи-тельством фирмы HYTORC (США) [8].
По нашему за-просу ООО «КПП «РемТехнология ЛТД», являющееся представителем фирмы HYTORC в Украине и зани-мающееся поставкой гайковертных систем на пред-приятия Украины, а также их сервисным обслужива-нием, подтвердило потребность в калибровке таких систем, имеющих нормированные метрологичес кие характеристики.
Были представлены список предприятий, кото-рые приобрели гайковертные системы HYTORC, и пе-речень моделей применяемых гидравлических мо-ментных ключей.
Всем предприятиям, применяющим гидравли-ческие моментные ключи, были направлены уведомления о необходимости и технической воз-можности проведения периодической калибров-ки ключей, подтверждающей правильность воспро-изводимых крутящих моментов. Однако руковод-ство ПАО «Укртрансгаз», ГП НАЭК «Энергоатом», ПАО «Укртатнафта», ОАО «НПК — Галичина», ПАО «Укртранснафта» не представило информации о со-стоянии метрологического обеспечения моментных ключей и гайковертов в эксплуатации, что дает пра-во предполагать, что при выполнении соответствую-щих работ ими используется неповеренное (не про-шедшее калибровку) оборудование, что в корне про-тиворечит основополагающим принципам метроло-гии и техники безопасности.
Государственная служба Украины по вопросам труда (Держпраці) на наши двукратные обраще-ния ответила, что формальные причины не по-зволяют им при проведении проверок контроли-ровать наличие документов (сертификатов калиб-ровки), подтверждающих метрологические харак-теристики моментных ключей и гайковертов, при-меняемых при затяжке ответственных резьбовых соединений, обес печивающих безопасность кон-струкций.
Таким образом, вопрос качества затяжки таких соединений остается по существу бесконтрольным, а это, как правило, объекты повышенной опасности. Более прогрессивный подход к решению этих воп росов проявило ООО «Индастриал — сервис», которое занимается поставкой и сервисным обслу-живанием гидравлических гайковертных систем и моментных ключей производства фирмы PLARAD (Германия) [9].
Рис. 2. Общий вид стенда PLARAD для калибровки гидравлических ключей и гайковертов
Учитывая требования наиболее ответственных пользователей о необходимости калибровки клю-чей и гайковертов до их передачи в эксплуата-цию, руководство «Индастриал-сервис» приобрело калибровочный стенд PLARAD с верхним пре-делом измерений 10000 Н·м и обратилось в ГП «Укрметртестстандарт» с заявкой на проведе-ние калибровки стенда.
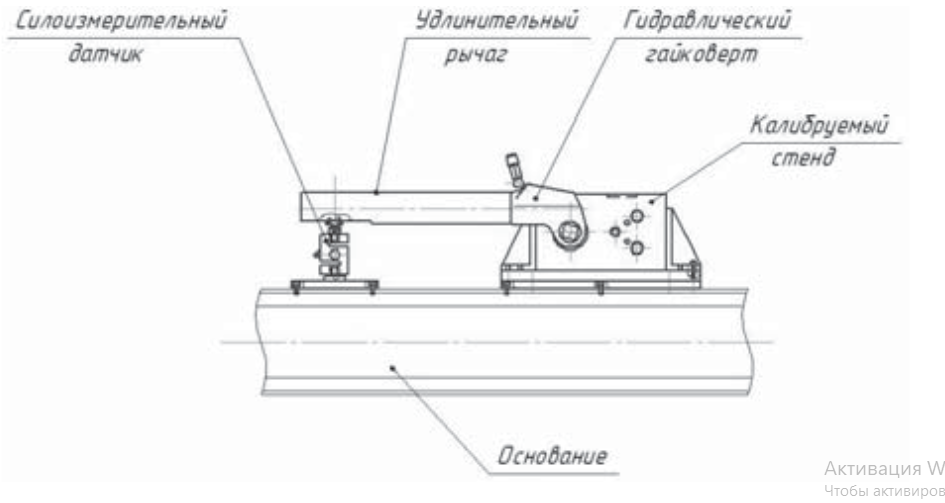
Рис. 3. Схема устройства для калибровки стенда PLARAD
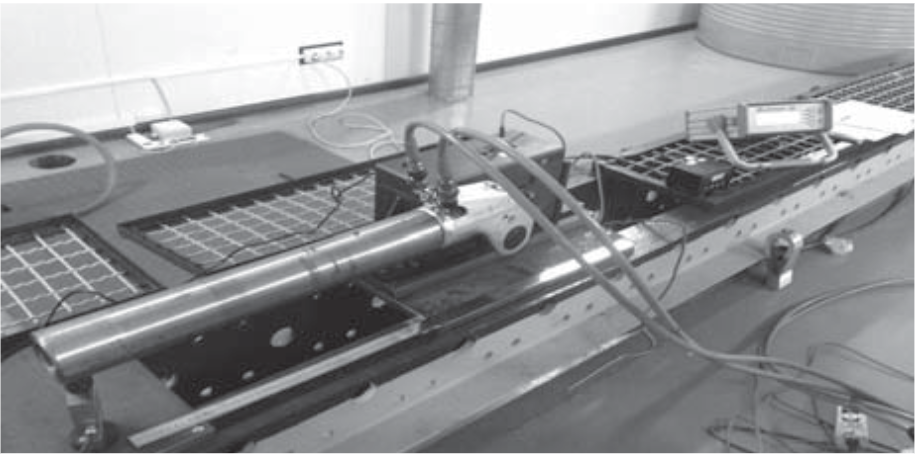
Рис. 4. Общий вид калибровочного устройства для калибровки стенда PLARAD
Калибровочный стенд представляет собой ком-плект, состоящий из двух узлов:
• узла нагружения РН с упором и датчиком, воспринимающим крутящий момент, созданный калибруемым гидравлическим моментным ключом;
• измерительного прибора GMV2, измеряющего выходной электрический сигнал датчика и отобра-жающего измеренное значение в единицах крутя-щего момента силы.
При выпуске из производства стенды проходят калибровку в РТВ или DKD (Германия).Стенд имеет следующие метрологические харак-теристики:*верхний предел измерения крутящего момен-та силы — 10 kN·m;*погрешность от нелинейности — < 0,5 %;*погрешность от гистерезиса — < 0,1 %.Общий вид стенда представлен на рис. 2.Для проведения калибровки стенда было разра-ботано и изготовлено калибровочное устройство, схема которого представлена на рис. 3.
Калибровка стенда проводится следующим образом.
Стенд закрепляется на мощном основании с го-ризонтальным расположением вала привода датчи-ка крутящего момента.
Вал привода датчика (торцевой квадрат 1½») при помощи адаптера соединяется с валом приво-да гидравлического ключа, который выполняет роль активного звена — нагружающего устройства плав-но регулируемого крутящего момента. Нагружение ключа осуществляется гидравлическим способом от насосной станции.
Крутящий момент М ст , передаваемый ключом на датчик стенда РН и измеряемый вторичным при-бором GMV2, уравновешивается измерительным рычагом, удлиняющим плечо гидравлического ключа и передающим усилие на силоизмерительный дат-чик, выполняющий роль упора.
Таким образом, созданный гидравлическим клю-чом крутящий момент передается на датчик калиб-руемого стенда (Мст) и уравновешивается силоиз-мерительным датчиком, нагружаемым через изме-рительный рычаг (Мэт).
WF= 0,05 % по результатам калибров-ки силоизмерительного устройства;
Wизм — относительная расширенная неопределенность измерений крутящего момента на эталонном устройстве; Wизм= (0,5 -0,34) % по результатам калибровки стенда на эталонном устройстве.
Результаты калибровки стенда представлены в таблице.
ВЫВОДЫ
Широкое применение гидравлических момент-ных ключей и гайковертов для нормированной за-тяжки резьбовых соединений в сфере повышенной опасности требует создания системы метрологичес-кого обеспечения измерений больших крутящих мо-ментов силы.
Практика показывает, что большинство поль-зователей не проводит периодической калибровки гид равлических ключей. Опыт проведения в ГП «Укрметртестстандарт» ка-либровки стенда, принадлежащего ООО «Индастриал Сервис», свидетельствует, что система периодичес-кой калибровки гидравлических моментных ключей в эксплуатации может и должна быть создана.
Необходимые наработки, компоненты такой сис-темы уже есть.
Г. Леонов, ведущий инженер, В. Коваль, заместитель начальника отдела, А. Демченко, начальник отдела, ГП «Укрметртестстандарт», г. Киев,e-mail: sila@ukrcsm.kiev.ua
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ/ REFERNCES
1. Г. Леонов, Д. Глущенко, А. Демченко. Установка для повірки моментних ключів та моментомірів. Метрологія та прилади (G. Leonov, D. Glushchenko, A. Demchenko. Calibration set for torque wrenches and torque meters. Metrology and Instruments) — 2009 — No 4 — С/Р. 28—31.2. Д.А. Глущенко, А.Ю. Демченко, Г.І. Леонов. Установка для повірки моментних ключів. Патент України на корисну модель, No 74727, 12.11.2012 р. (D.A. Glushchenko, A.Yu. Demchenko, G.I. Leonov. Calibration set for torque wrenches . Patent of Ukraine for utility model, No 74727, 12.11.2012).3. Д.А. Глущенко, А.Ю. Демченко, Г.І. Леонов. Установка для повірки моментних ключів. Патент України на корисну модель, No 77202, 11.02.2013 р. (D.A. Glushchenko, A.Yu. Demchenko, G.I. Leonov. Calibration set for torque wrenches. Patent of Ukraine for utility model, No 77202, 11.02.2013).4. Оборудование Stahlwille для калибровки и поверки динамометрических ключей и отверток http://www.qualitet.su/?id=69945. QTC Torque Calibration Analysers (0.2 — 3000 N.m) by Tor-queleader https://www.youtube.com/watch?v=xEO4hrJxBPg6. Calibration Equipment https://www.norbar.com/en-gb/products/view/nsubcategory/categoryname/calibration-equipment/category_multid/67. Hazet Electronic Torque Testers www.surkontools.com/hazet-electronic-torque-testers8. Hydraulic Torque Wrenches https://hytorc.com/hydraulic-tools9. Premium bolting technology http://www.plarad.com/en/product-overview.html.
Заказать звонок
Пожалуйста, укажите свой номер телефона и мы обязательно свяжемся с вами в ближайшее время.

 , (1
, (1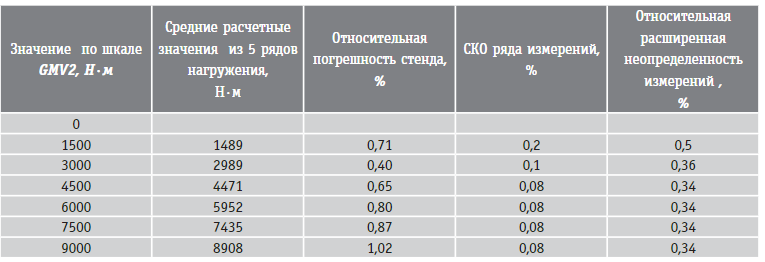
 (2)
(2) , (3)
, (3)