











Производитель: Maus
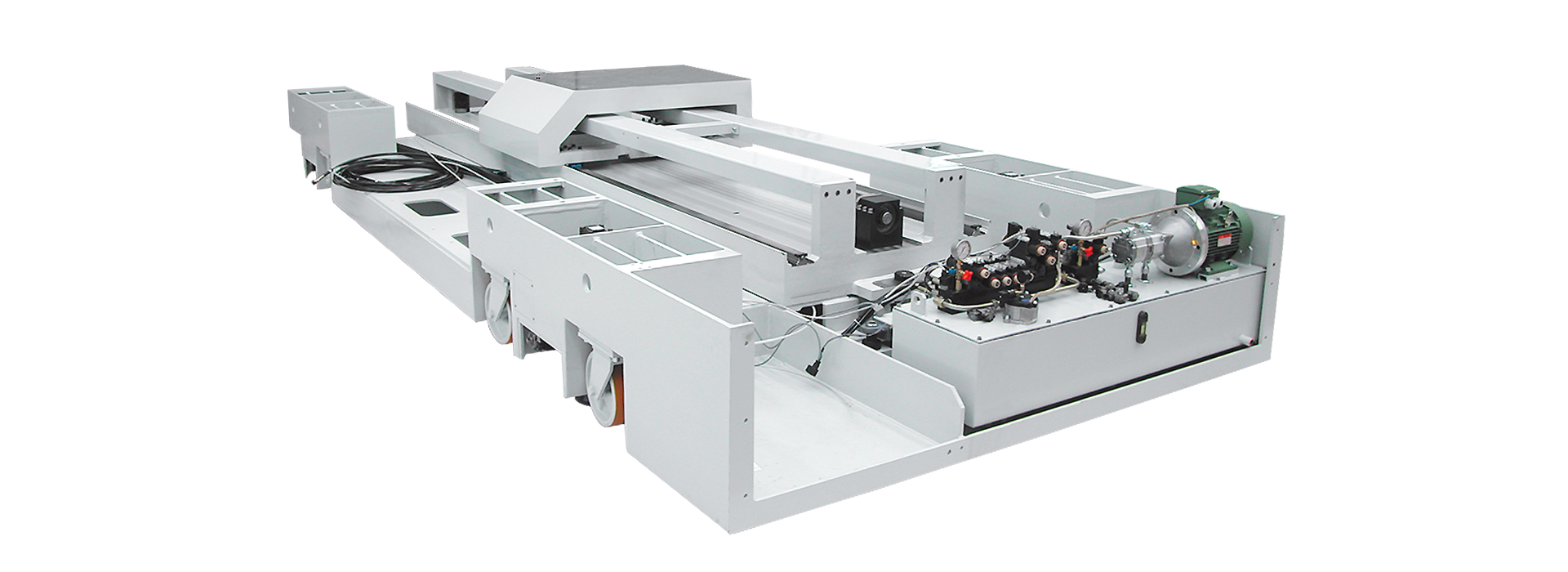
MA-3501 — это автоматический одно- или двухосный рабочий центр с ЧПУ с мобильной базой для прокатки, торцовки труб, обработки канавок и орбитальной сварки с вольфрамовым инертным газом (TIG) пучков труб. Является наиболее инновационным и эффективным решением, предлагаемым MAUS ITALIA для автоматизации рабочих циклов серийной сборки теплообменников среднего и большого размера. Максимальный диаметр трубной решетки 3500 мм (140 дюймов).
Основная конструкция MA-3501.
Колонна представляет собой чрезвычайно прочную и компактную электросварную нормализованную стальную конструкцию, расположенную на каретке оси X.
Головка инструмента может быть оснащена полуавтоматическими инструментами для накатки, торцовки и обработки канавок (опция).
Электрический шкаф на борту машины оборудован системой климат-контроля для автоматического контроля внутренней температуры.
Пульт управления расположен таким образом, чтобы обеспечить максимальную обзорность рабочей зоны. Дисплей ЧПУ гарантирует максимальную простоту управления.
Пульт дистанционного управления позволяет оператору вручную управлять основными движениями машины, находясь рядом с рабочей зоной в полной безопасности.
Систему безопасности дополняет комплект стационарных и мобильных фотоэлектрических барьеров безопасности. Раздвижная дверца с электромеханической блокировкой обеспечивает защиту зоны вращения оправки.
Автоматическая внутренняя система смазки инструментов, оснащенная соответствующим образом запрограммированным датчиком минимального уровня, автоматически управляет смазкой расширителя трубки.
Гидравлическое основание обеспечивает быстрое и простое выравнивание MA с теплообменником.

INDUSTRY 4.0.
Станок с ЧПУ MA-3501 производства MAUS ITALIA идеально соответствует требованиям «Интернета вещей» и оснащен системами, позволяющими получать данные и статистику, необходимые для управления внутренними процессами, а также принимать стратегические решения для развития компании. Откройте для себя новое программное обеспечение, которое поможет вашей компании войти в «ИНДУСТРИЮ 4.0».

Автоматическая оснастка с ЧПУ:
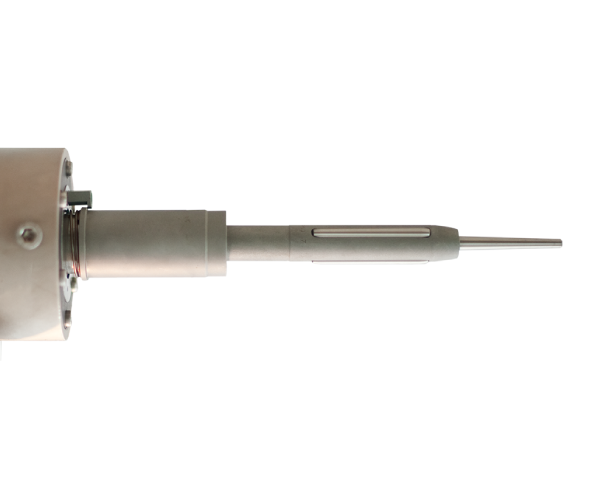
Автоматическая прокатка (развальцовка).
Автоматизированный цикл прокатки достигает уровня производительности и качества, несравнимого с теми, которые достигаются традиционными системами. Полный контроль над крутящим моментом и размером трубы позволяет выделять и настраивать этапы процесса во время развальцовки, оптимизируя тем самым рабочее время. Вторым преимуществом этой революционной технологии является значительное снижение износа инструмента. Полные и подробные отчеты и хранение данных в режиме реального времени.
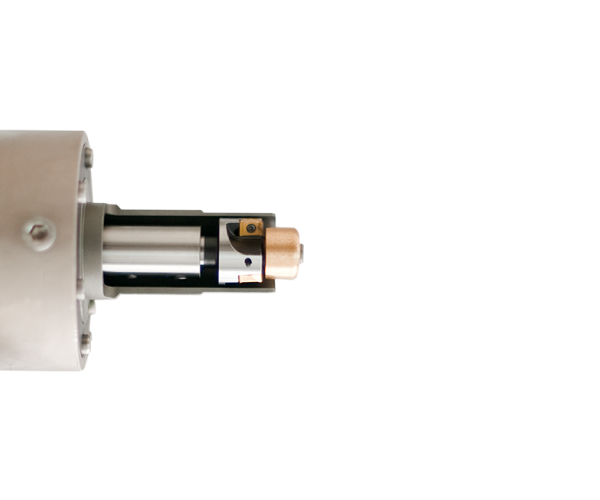
Автоматическая торцевая обработка.
Полностью автоматическую систему можно использовать для удаления лишнего материала, а также для подготовки к сварке. Автоматическая система торцевой обработки включает компенсацию деформации трубной решетки, оптимизируя процесс как с качественной, так и с производительной точки зрения.
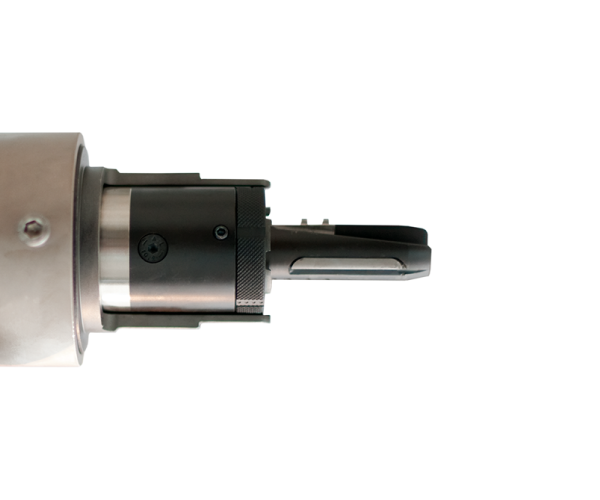
Автоматическая обработка канавок (опция).
Полностью автоматическую систему можно использовать для создания канавок внутри отверстий трубной решетки. Автоматический цикл, дополненный программой управления и контроля уровня износа инструментов, уже запрограммирован и требует только ввода параметров скорости подачи.
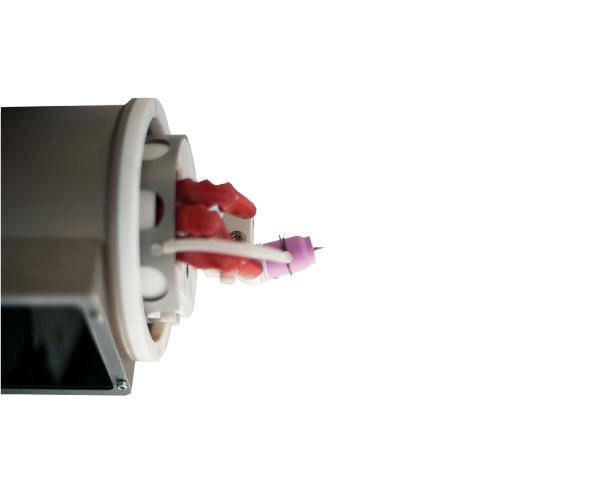
Автоматическая сварка (опция).
Эта операция полностью автоматическая, что обеспечивает полный контроль качества и геометрии сварочной ванны. Автоматизированное центрирование и позиционирование, сварка и закалка дуги полностью контролируются ЧПУ. MAUS ITALIA также дополнила свои системы ЧПУ системой AVC для автоматического управления расстоянием между электродом и заготовкой, обеспечивая еще более профессиональную производительность.
Цифры, которые имеют значение:
- Диаметр трубной решетки макс. 3500 мм (140 дюймов)*.
- Толщина трубной решетки макс. 700 мм (27,5 дюйма).
- Диаметр трубок от 9,5 до 51 мм (от 3/8″ до 2″).
*Показанный диаметр трубной решетки относится к одному размещению, возможны операции с большими диаметрами благодаря плавному и быстрому многократному позиционированию.

Рабочий центр с ЧПУ MA-3501 позволяет выполнять одиночную орбитальную сварку с вольфрамовым инертным газом, а также выполнять одно- или двухосную развальцовку, торцовку трубных пучков и нарезание канавок в трубных решетках среднего и большого диаметра. Полностью автоматизированные процессы при чрезвычайно низких затратах и значительном сокращении сроков производства. Рабочий центр MA-3501 – это самый технологичный продукт на рынке для автоматизации рабочих циклов сборки пучков трубных теплообменников.
Рабочие макеты.
Автоматизация процессов сборки теплообменников позволяет использовать различные конфигурации в зависимости от цеха, что значительно повышает производительность.
Автоматическая работа с фиксированным расположением.
Конфигурация с фиксированным расположением, при которой пучки труб среднего размера перемещаются путем их транспортировки перед машиной, оставляя последней только точное позиционирование.
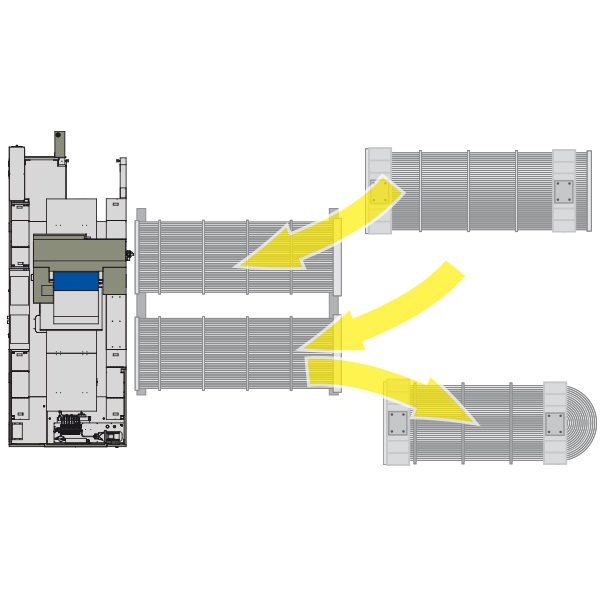
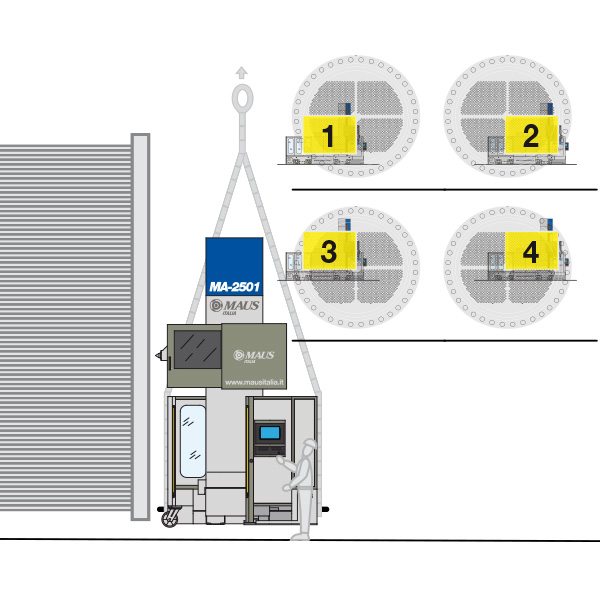
Многопозиционная автоматическая работа при движении машины.
Многопозиционная конфигурация для обработки больших теплообменников: в этом случае мостовой кран перемещает MA-3501 перед трубной решеткой для установки. Плавное и быстрое последовательное позиционирование позволяет выполнить обработку всей трубной решетки.
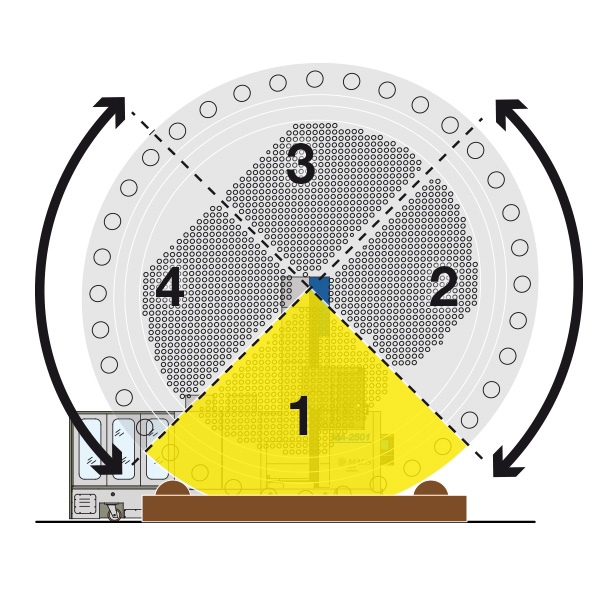
Многопозиционный автоматический режим с вращением трубной решетки.
В этом случае мостовой кран подводит MA-3501 к трубной решетке; позиционирование достигается за счет вращения трубной решетки на роликах, а операции организованы по секторам.
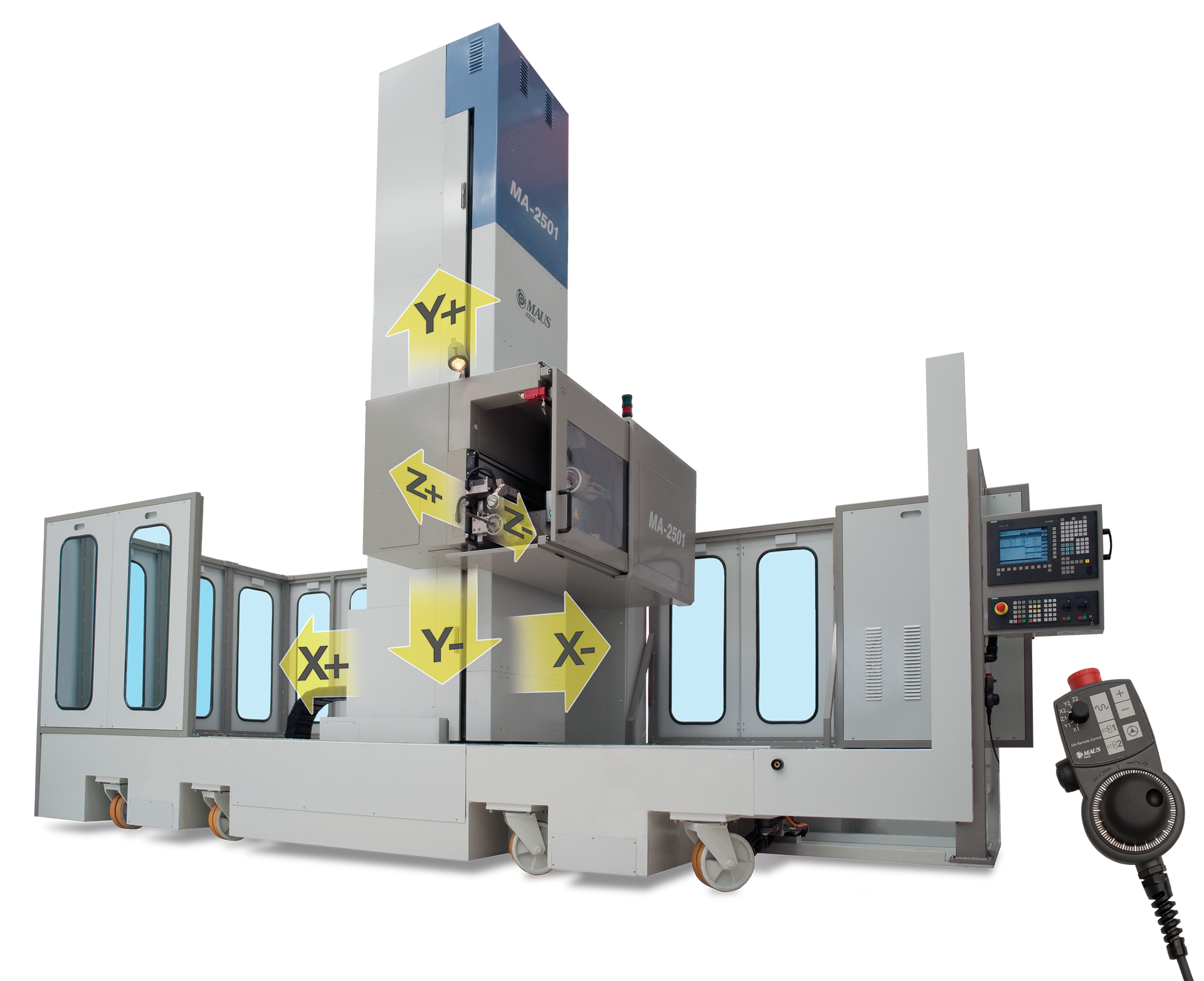
Революционное управление по 3 осям.
Замечательная уникальность MA-3501 заключается в его способности работать одновременно по 3 осям: горизонтальной, вертикальной и поперечной:
- Каретка оси X: MA-3501 перемещается вбок вдоль опорной стойки каретки для горизонтального позиционирования перед теплообменником.
- Каретка оси Y: MA-3501 оснащен кареткой для вертикального хода и для поддержки оси Z с рабочей осью для вертикального позиционирования обрабатывающей головки.
- Каретка оси Z: Каретка для поперечного хода для подвода к трубной решетке.
Гидравлическая база с усилителем.
Правильное выравнивание машины относительно трубной решетки имеет решающее значение для качества готовой детали. Благодаря базе с гидравлическим приводом, которая является дополнительной для MA-3501, концепция нулевой точки заготовки, типичная для традиционных станков, революционизируется, приводя машину в соответствие с заготовкой.
Благодаря гидравлическим системам, установленным на машине, можно за считанные минуты переместить машину в трех измерениях и в тандеме с щупом FOCS 3 выполнить правильное выравнивание нулевой точки трубной решетки с помощью программы ЧПУ.
Кроме того, гибкость является полной: если размеры трубной решетки превышают полезный ход станка, можно разделить программу ЧПУ на части или квадранты, которые не обязательно равны, и перейти к вращению теплообменника или позиционированию машину в различные рабочие сектора, работу которой облегчают 8 входящих в комплект колес.
Система четырехфутового привода 4FD.
Гидравлическая база с усилителем новой модели MA-3501 обеспечивает жесткость и точность. В частности, 4 ножки для позиционирования и подъема помогают компенсировать горизонтальные нагрузки. Система передачи, направленная обратно на каждую ногу, гарантирует во время перевода непрерывность и точность.
Вторая ось прокатки (опция).
Вторая ось прокатки позволяет значительно повысить производительность. Система позволяет одновременно обрабатывать две трубы или отверстия в трубных решетках совершенно автономно и независимо друг от друга. Вторая ось охватывает цели производительности и качества.
Полная независимость двух осей, обеспечиваемая двухканальной технологией ЧПУ, позволяет очень просто и интуитивно управлять одновременной работой двух установленных инструментов.
Благодаря программированию ЧПУ и прилагаемому программному обеспечению MausCAM MA-3501 автоматически управляет в зависимости от размера сверла областями трубной решетки, которые можно обрабатывать двойным инструментом, от тех, которые можно обрабатывать одним инструментом.
Благодаря совершенно революционному устройству перемещения второй оси теперь можно автоматически компенсировать расстояние между центрами X2 и Y2.
Третья ось сварки (опция).
Дополнительная третья ось для орбитальной сварки с вольфрамовым инертным газом дополняет рабочий центр с ЧПУ. Благодаря единому позиционированию станка и единой «программе обработки детали» оператор может приваривать трубы к трубной решетке, а также выполнять операции прокатки и фрезерования.
Сочетание позиционирования сварочной головки с числовым программным управлением с контролем и коррекцией лазерного щупа FOCS 3 обеспечивает правильное центрирование сварочной орбиты относительно трубы, что напрямую влияет на абсолютное качество и однородность сварного соединения.

Уникальная система центрирования FOCS 3.
Уникальная система центрирования FOCS 3 представляет собой самообучающееся электропневматическое устройство для автоматического центрирования и коррекции труб. Данное устройство управляется программным обеспечением, разработанным исключительно компанией MAUS ITALIA. Обнаружение и отображение расстояния до трубной решетки с помощью лазерного устройства класса 1 (точность центрирования до 0,05 мм/0,002 дюйма). Быстрое определение нулевой точки заготовки, расчет и сохранение сетки расположения отверстий в трубной решетке. Измерение выполняется лазерной системой класса 1.
Примененные технологии:
Свободные трубки.
Скатывание трубы, которая просто вставляется в трубную решетку, но не фиксируется и, следовательно, может свободно перемещаться в продольном направлении, было одной из первых проблем, успешно решенных в серии MAUS ITALIA MA. MA-3501 может блокировать и поворачивать свободную трубку до желаемого выступа полностью автономно и автоматически. Эту технологию можно использовать при подготовке к орбитальной сварке.
Параллельный рулон.
Технология RP позволяет свести к минимуму удлинения и связанные с ними остаточные напряжения в трубе после прокатки, чтобы получить однородный контакт трубы с трубной решеткой по всей длине развальцовки. Это предполагает использование расширителей с осью окна валков, параллельной оси клети: это приводит к получению более цилиндрической трубы, уменьшению удлинения трубы, независимости скорости подачи оправки от скорости вращения. расширителя и снижение износа инструментов.
Автоматическая компенсация глубины расширения.
Автоматическая система установки нуля по оси Z, привязкой положения является внешний край трубной решетки для каждой отдельной трубы, независимо от деформации самой трубной решетки.
Цифровое управление подачей оправки.
Цифровое управление позволяет в режиме реального времени проверять фактический размер расширения трубки. Эта технология также позволяет записывать стоимость каждого выполненного расширения.
Постоянное изменение скорости.
Скорость вращения оправки расширителя постоянно меняется в зависимости от момента за моментом: это приводит к оптимизации цикла расширения, снижению износа инструментов и повышению скорости выполнения работ.
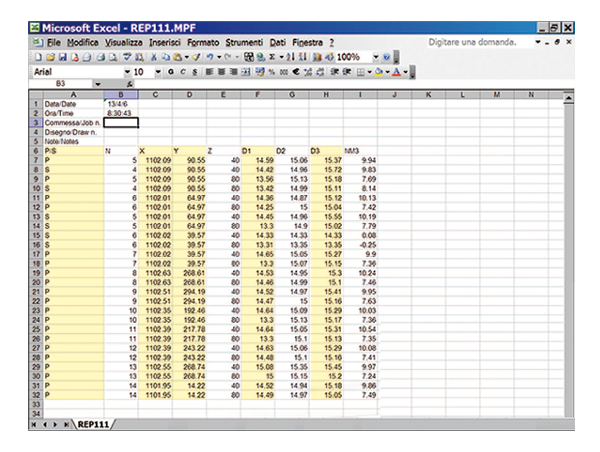
Отчетность об автоматическом расширении прокатки.
Постоянный и растущий спрос на документацию, подходящую для подтверждения общего качества компании, удовлетворяется полным и подробным хранением данных. Автоматическая операция прокатки MA-3501 с контролем крутящего момента позволяет выделять и настраивать все этапы процесса, которые записываются и контролируются в файле цифрового отчета, гарантируя полную прослеживаемость каждой операции без возможности ошибок.
-

Производитель: Maus
Мобильная станция полуавтоматической прокатки труб Quadrol 90x
-

Производитель: Maus
Трубопрокатная система с гибким валом Flex Matex
-

Производитель: Maus
Гидромеханическая система прокатки труб Hydrol 40.2
-

Производитель: Maus
Трубопрокатная система с телескопическим валом Quadrol Matex
-

Производитель: Maus
Гидравлическая система Hydrex 5003 S